Introduction:
In most plants, screening is the first gate that decides how the rest of the process runs. Choose the wrong screen, and you will spend hours cleaning, adjusting, or stopping the line. Choose the right one, and everything flows smoothly.
That’s what this discussion on Incline vs. Rotary Screens is about – understanding which type fits your process better.
At Multitech Engineers, we have seen how a single mismatch in screen type can impact flow, maintenance, and product quality. In sugar mills, food plants, and wastewater treatment facilities. The right screening setup can mean the difference between a full shift of uptime and hours of lost production.
So before you buy another screen based only on price or size, it’s worth asking – what kind of screening does your process really need?
Understanding Industrial Screening: What It Really Does
Every industrial screen has one job – to separate solids from liquids efficiently. But how it does that depends on its design.
In wedge wire-based systems, precision slot openings allow liquid to pass through while holding back unwanted particles. The efficiency comes not from filters or mesh, but from the geometry of the wire itself.
Screens like Sieve Bends, Rotary Drum Screens, and Static Incline Screens each have unique flow patterns that suit different conditions. The design decides how much water passes, how fast solids slide, and how often cleaning is needed.
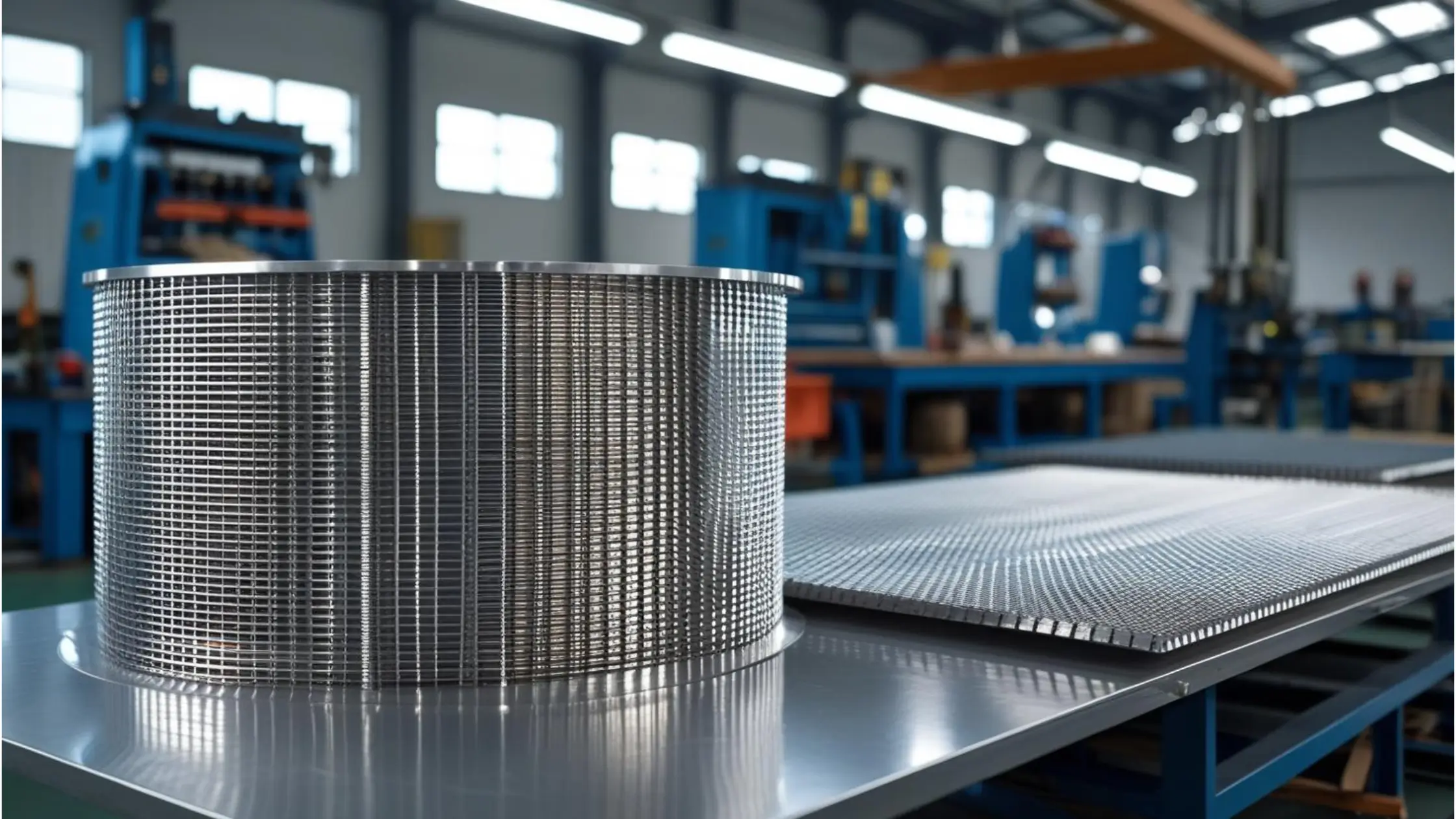
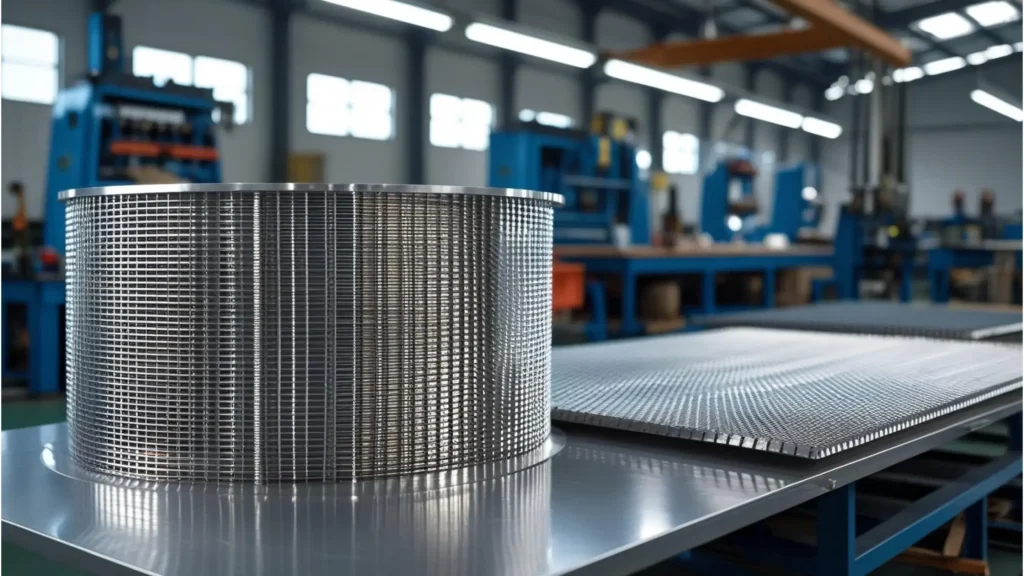
At Multitech, we design both Incline and Rotary Screens using stainless steel wedge wire – built for uniform flow, long service life, and minimal clogging.
How Incline Screens Work (and Where They Excel)
An Incline Screen is simple. Water or process fluid flows over a slanted wedge wire surface. Gravity does the work — water passes through, solids slide down. There is no moving part, no drive, no drum.
That simplicity is its strength.
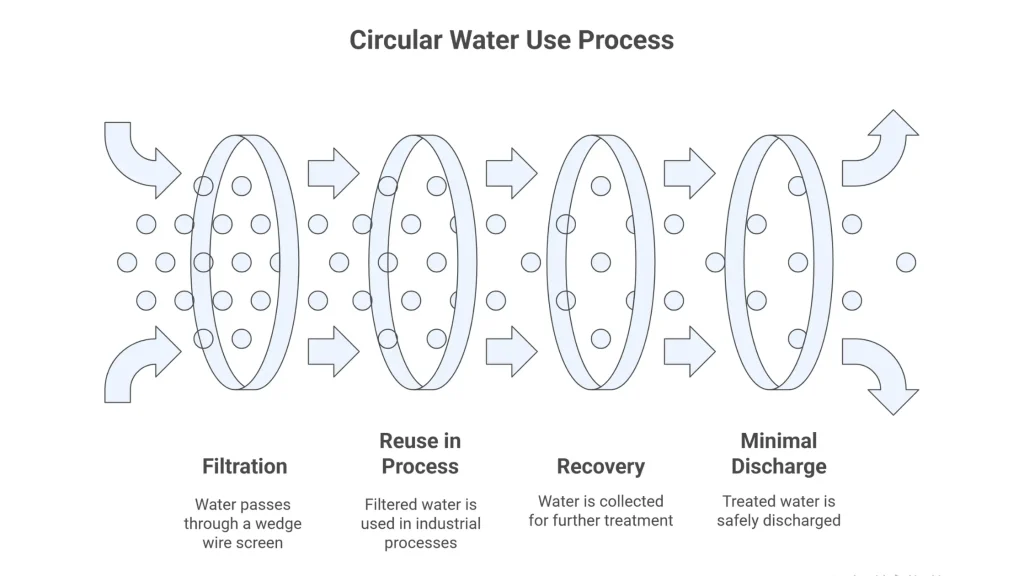
In sugar mills, incline screens are often used to handle juice screening or wash water recovery. In STPs and ETPs, they’re placed at inlet channels to separate solids before treatment. And in cooling water loops, they protect pumps from debris before the water is reused.
Their key benefits:
- Low maintenance
- No energy use
- Compact installation
- Long operating life
If your plant handles medium solids with steady flow, this is the kind of screen that quietly works in the background for years.
You can learn more about our Static Incline Hill Screens – they are built for strength, uniform slot openings, and easy wash-down, all made in-house at Multitech.
How Rotary Screens Work and Why They’re Chosen for Continuous Operations
A Rotary Screen looks more complex, but it is built for a different kind of job. Imagine a rotating drum – water flows inside (or outside), solids are trapped on the wedge wire surface, and as the drum turns, those solids are gently lifted and discharged.
This motion keeps the screen clean while handling high volumes of solids.
You’ll find rotary screens in:
- ETPs and STPs that handle continuous wastewater streams
- Food and beverage plants like dairies or breweries
- Paper mills and chemical plants where fiber or sludge is common
Their advantages:
- Continuous operation
- Handles variable solids
- Automatic cleaning
- Steady flow with minimal clogging
Our Rotary Drum Screens and Rotary Screen Trommel are engineered for long service and stable performance under heavy load. Each design is customized for flow rate, slot size, and drum speed.
Incline vs. Rotary Screens: A Practical Comparison
Here’s how these two screen types compare in the real world.
| Feature | Incline Screen | Rotary Screen |
|---|---|---|
| Flow Type | Gravity-assisted | Continuous, pressurized or free-flow |
| Energy Use | None | Low to moderate |
| Moving Parts | None | Drum + drive mechanism |
| Ideal Load | Medium solids | High solids |
| Maintenance | Rare | Periodic cleaning |
| Installation | Simple | Slightly complex |
| Typical Use | Sugar, intake water, floor drains | ETPs, sludge handling, food effluent |
Think of it this way – the Incline Screen is a calm, reliable worker that does not need supervision. The Rotary Screen is a powered system that keeps pace when solids keep coming.
How to Choose Between Incline and Rotary Screens
This is where many engineers get stuck. Both work, but they work differently.
Here’s a simple way to decide:
- Check your flow rate. Steady and moderate? Go with the incline. High and variable? Rotary handles it better.
- Look at your solids load. Fine particles with low volume fit the incline. Heavy, fibrous, or oily loads need rotary.
- Consider maintenance access. If your plant prefers minimal moving parts, incline is simpler. But if you can schedule routine cleaning, Rotary offers more throughput.
At Multitech Engineers, we often visit plants to study existing systems before recommending a design. Some sites even use both – incline for pre-screening and rotary for finer separation later.
We also supply related solutions like Multi Rake Bar Screens and Screw Compactors that integrate with both systems to create a complete screening and dewatering setup.
Why the Incline vs. Rotary Screens Debate Matters
Every plant wants to save water, reduce maintenance, and extend equipment life. The Incline vs. Rotary Screens decision is not about which one looks more advanced. It is about which one fits your process rhythm.
An incline setup might be perfect for gravity-fed systems in sugar or starch plants. A rotary drum might serve best in 24×7 wastewater treatment lines.
The goal is not to choose the most expensive screen, but the one that keeps your process running with less interruption and more efficiency.
At Multitech Engineers, we have built screens that last for years – not months. Our manufacturing expertise, backed by decades of industrial experience, helps clients choose smarter, operate cleaner, and maintain less. Our design team uses both mechanical data and on-site feedback to refine every screen – so whether your flow is thick, thin, fast, or uneven, there’s a design that fits.
If you are upgrading your filtration setup, let us talk.
We can help you evaluate flow, solids, and slot size to find the right fit for your plant — whether that’s an Incline Screen, Rotary Drum, or a full system with bar screens and compactors.
👉 Visit our Products Page to explore more or reach out for a consultation.